

























Hỗ trợ kỹ thuật
LẮP ĐẶT NHỰA LÓT BỒN THÉP
LẮP ĐẶT NHỰA LÓT BỒN THÉP
HƯỚNG DẪN THI CÔNG LÓT NHỰA CHO BỒN THÉP
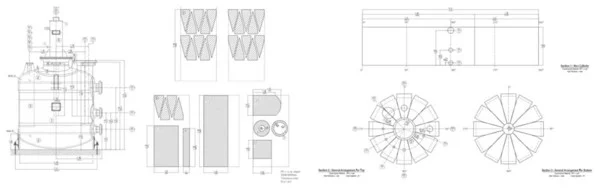
Bước 1 – Chuẩn bị bản vẽ khai triển tấm nhựa:
Cần có bản vẽ khai triển các tấm nhựa từ dạng phẳng thành các mảnh để có thể ghép với nhau và lót cho toàn bộ bề mặt bên trong bồn cũng như lót cho các chi tiết khác của bồn như các cửa, đầu nối (nozzle), các chi tiết gá đỡ…Bản vẽ này là cơ sở để có thể tính toán xem phải dùng số lượng tấm nhựa như thế nào, ngoài ra cũng để thể hiện rõ vị trí của các cửa, đầu nối…tránh cắt khoét nhầm cũng như tránh đặt chúng vào vị trí có nhiều đường giao cắt (là các đường ghép nối giữa các mảnh nhựa được khai triển).
Bước 2 – Chuẩn bị bề mặt trong lòng bồn:
Toàn bộ bề mặt trong lòng bồn phải được xử lý toàn bộ các vết lồi, lõm, vảy hàn…còn sót lại sau quá trình gia công bồn thép.

Trước khi lót nhựa, bề mặt lót cần được làm sạch, có thể dùng máy bắn cát áp lực, hoặc nước áp lực cao để làm sạch bề mặt. Cần đảm bảo rằng bề mặt gắn nhựa được làm sạch, nhẵn, không còn gỉ sét, bám cát, bụi, bẩn, có thể làm sạch bằng đánh giáp, bàn chải, rồi dùng máy hút bụi để làm sạch bề mặt bồn trước khi lót nhựa.
Nếu bề mặt bồn thép có dầu, mỡ, các chất bẩn khác thì nên được lau, rửa bằng các dung môi làm sạch (vd: acetone, isopropyl, alcohol...) để đảm bảo chất lượng cho việc gắn keo tấm nhựa vào bề mặt bồn.

Để tăng thêm độ bám cho bề mặt thép, có thể sử dụng thêm các chất gia tăng độ bám dính (như Cao su clo hóa Pergut S20) và quét lên toàn bộ bề mặt của những vị trí cần lót nhựa.

Bước 3 – Tạo hình các mảnh nhựa:
Tùy thuộc vào hình dáng và thiết kế của mỗi bồn, các mảnh tấm nhựa được khai triển phải tạo hình theo đúng bề mặt của phần diện tích muốn lót. Để tạo hình cho các chi tiết này, bắt buộc phải sử dụng nhiệt để gia nhiệt cho chúng, sau đó sử dụng các công nghệ tạo hình như: tạo hình bằng hút/ép chân không, tạo hình bằng áp lực hoặc có thể kết hợp cả hai.
|
Vật liệu |
Nhiệt độ yêu cầu |
Thời gian gia nhiệt (phút/mm độ dày) |
|
PE100; PE100-RC |
125-150oC |
6 phút/mm |
|
PP |
160-170oC |
6 phút/mm |
|
PVDF |
175-200oC |
6 phút/mm |
|
ECTFE |
150-160oC |
6 phút/mm |
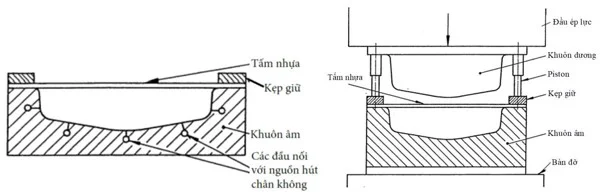
Các khuôn có thể làm khuôn bằng gỗ, FRP hoặc bê tông (được mài nhẵn), với những chi tiết nhỏ có thể dùng cảo thay cho piston thủy lực

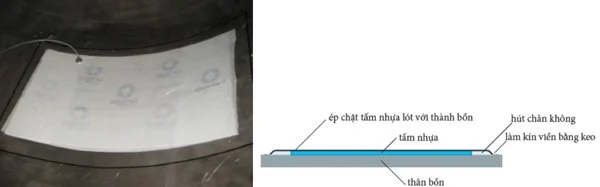
Bước 4: Lót các mảnh tấm nhựa lên bề mặt của bồn:
Cần có động tác ướm thử mảnh nhựa cần lót lên chính vị trí sẽ lót và dùng bút hoặc băng dính giấy đánh dấu vị trí các cạnh của tấm nhựa lên bề mặt bồn, đảm bảo khi gắn keo thì vị trí của tấm được lót là chính xác và không bị xê dịch.
Chuẩn bị các dụng cụ hỗ trợ quá trình lót các tấm nhựa lên bề mặt bồn thép, bao gồm: lưới PE, màng nilon loại dày và dai, băng dính giấy, băng dính 2 mặt, giác hút chân không. Diện tích của tấm lưới PE và màng nilon phải đảm bảo đủ lớn để bao phủ hết toàn bộ diện tích mảnh nhựa cần lót và có thể cách các mép của tấm cần lót ít nhất 100mm. Dán băng dính giấy xung quanh cạnh của các tấm nhựa, cách mép khoảng 100mm, sau đó dán đè băng dính 2 mặt lên trên băng dính giấy, lưu ý không được dán trực tiếp băng dính 2 mặt lên bề mặt của bồn thép, vì khi lót tấm xong và bóc băng dính thì sẽ để lại những lớp keo dính không cần thiết trên bề mặt của bồn thép.

Sau khi ướm thử và đánh dấu vị trí của tấm nhựa cần lót, cũng như chuẩn bị đầy đủ các dụng cụ cần thiết trên. Tiến hành pha chế keo, thông thường sẽ sử dụng keo 2 thành phần, tùy thuộc vào nhiệt độ hoạt động theo thiết kế của bồn, sẽ lựa chọn loại keo phù hợp.

Với 1 số bồn yêu cầu nhiệt độ cao, khuyến cáo nên sử dụng những loại keo đã được hãng thử nghiệm và sử dụng tốt với các bồn đã từng gia công, ví dụ như:
|
Tên thương mại |
Keo/Chất làm cứng |
Nhiệt độ chịu được |
|
Araldite |
AV 138 / HV 998 |
120 °C |
|
Araldite |
AW 139 / HV 998 |
120 °C |
|
Araldite |
XB 5047 / XB 5067 |
80 °C |
|
Araldite |
AV 4415 / HV 4416 |
180 °C |
|
Scotch Weld |
7240 B / A |
130 °C |
Việc pha keo phải theo đúng tỷ lệ khuyến cáo của nhà sản xuất, khối lượng keo cần cho mỗi 1m2 tấm là 1.5-2kg hợp chất keo. Lưu ý thời gian pha chế và thực hiện bôi keo lên mặt lưng của tấm nhựa có lót vải phải rất nhanh và khẩn trương do thời gian đóng rắn của chúng thường khá nhanh, khi đó sẽ khó thi công và thậm chí ảnh hưởng tới chất lượng của việc lót nhựa.

Dàn đều keo dán lên toàn bộ bề mặt của tấm nhựa cần lót, đảm bảo không sót vị trí nào chưa có keo. Sau đó nhanh chóng đặt tấm nhựa vào vị trí đã đánh dấu ở bước trên, đặt các dụng cụ như lưới PE, màng nilon, giác hút chân không vào đúng vị trí và căng đều tấm màng nilon về các phía rồi dính chặt vào các mặt trên của phần băng dính 2 mặt đã dính lên băng dính giấy trước đó.
Khi tấm nhựa đã được đặt vào đúng vị trí, các dụng cụ khác cũng triển khai xong thì bắt đầu tiến hành cắm dây hút chân không với giác hút chân không và khởi động máy hút chân không. Khi đó tấm nhựa sẽ được hít dính chặt vào bề mặt của lòng bồn. Thời gian hút chân không phụ thuộc vào thời gian keo đông cứng và khô hoàn toàn (tham khảo thông số của nhà sản xuất keo), với các tấm nhựa có kích thước lớn thì trong quá trình chờ keo khô có thể sử dụng thêm các cục nam châm cỡ lớn để giữ tấm nhựa không bị xê dịch do vấn đề trọng lượng.
Để tăng tiến độ thi công lót bồn, có thể tiến hành thực hiện đồng thời ở nhiều vị trí cùng 1 lúc

Bước 5 – Hàn các tấm nhựa đã lót với nhau:
Sau khi keo đã đông cứng hoàn toàn, tháo bỏ các dụng cụ: màng nilon, lưới PE … và bóc các băng dính giấy khỏi bề mặt của bồn thép, nếu keo bị tràn ra mép của tấm nhựa thì cần phải được loại bỏ, đặc biệt tại các vị trí phải hàn nối với các tấm khác.
Để hàn nối các tấm đã lót, thông thường sử dụng 2 phương pháp là hàn đùn (extrusion welding) và hàn khí nóng (hot gas welding). Tùy thuộc vào độ dày, loại vật liệu và vị trí cần hàn để lựa chọn phương pháp hàn phù hợp, ví dụ hàn đùn thường dùng với vật liệu PE, PP (1 số ứng dụng đặc biệt có thể dùng cả với vật liệu PVDF) và với các tấm nhựa có độ dày khoảng 2.5-12mm, còn hàn khí nóng thường dùng với với các vật liệu như PVDF, ECTFE, FEP, PFA (tất nhiên có thể dùng cả với PE, PP) và với các tấm nhựa có độ dày 2-5mm.

Cả 2 phương pháp hàn này đều sử dụng que hàn là các vật liệu đồng chất với loại vật liệu của tấm nhựa, que hàn phải được giữ sạch sẽ, khô ráo và để trong túi nilon cho đến khi được lấy ra sử dụng.

Dưới đây là các dạng điển hình thường gặp của hàn khí nóng (hot gas welding):
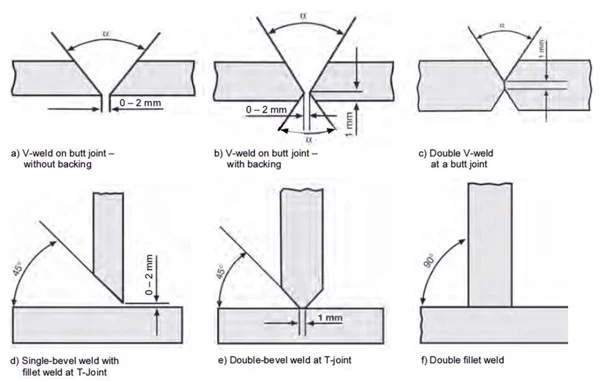
|
Vật liệu |
Góc mở α |
|
HDPE, PP, PVDF, ECTFE |
60-70O |
|
MFA, FEP, PFA |
0-30O (tùy thuộc vào độ dày vật liệu) |
Số lượng đường cần hàn cho 1 mối màn sẽ tùy thuộc vào độ dày của tấm nhựa cần hàn cũng như đường kính của loại que hàn sử dụng:

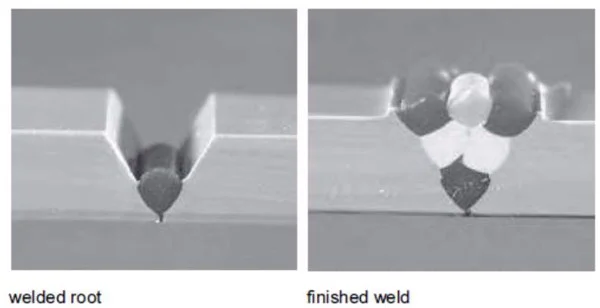
Hình ảnh 1 mối hàn chữ V (kiểu không có hàn lót phía lưng)
Còn đây là các dạng điển hình thường gặp của hàn đùn (extrusion welding):
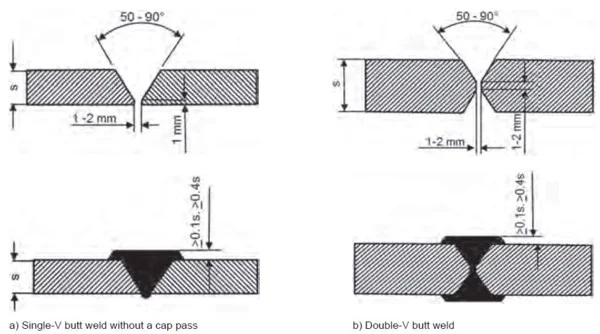
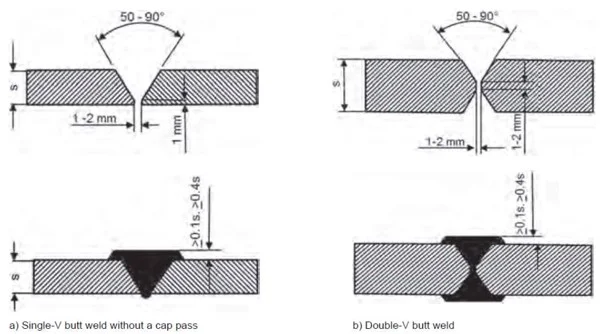
|
Vật liệu |
Góc mở α |
|
HDPE, PP, PVDF |
50- 90O (tùy thuộc độ dày của vật liệu) |
Ngoài ra, có thể gặp 1 số mối ghép đặc biệt như sau:

Hai tấm nhựa có độ dày khác nhau

Hàn đầu nối (nozzle) với thân bồn (trường hợp chỉ có thể hàn 1 phía)
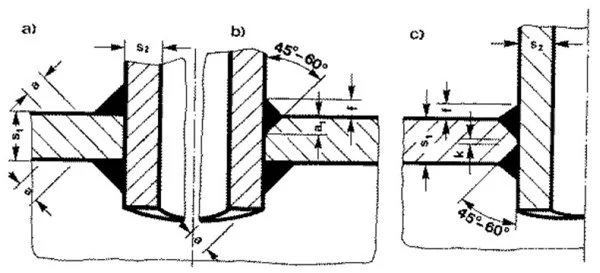
Hàn đầu nối (nozzle) với thân bồn (trường hợp chỉ có thể hàn cả 2 phía)
Tùy thuộc vào loại vật liệu cần hàn sẽ thiết lập các thông số cho máy hàn trước khi hàn như nhiệt độ khí nóng, lưu lượng của khí. Đặc biệt lưu ý đảm bảo tốc độ hàn, nếu không mối hàn sẽ không đạt chất lượng

Bảng thông số hàn với kiểu hàn khí nóng

Bảng thông số hàn với kiểu hàn đùn